热线电话
191-2198-6111

随着中国经济的发展,对中小型电机的需求迅速增加。冲压过程中采用了一些新的工艺和技术,提高了机械化和自动化程度,改善了工作条件,快速提高了冲压质量和劳动生产率。与此同时,在探索传统技术改革方面取得了一些进展。

卷料套切割成窄卷,单排打孔,材料利用率低。为了更有效地利用电工钢板,降低产品成本,人们倾向于改变冲片的形状和级进模工位的布置,采用嵌套的冲压剪切工艺方案。国外一些公司采用罐头行业长期使用的Z形分切下料(看起来像正六边形),用于电机冲片的套料。进行两排或三排交错切割,比直接切割钢带节省7~15%的电工钢板。参与一些核心制造流程的交流。
气隙环冲洗技术逐步推广
级进模增加一个冲气隙环的工位,冲出来的窄环相当于定子和转子之间的气隙尺寸。自从这项技术在20世纪60年代出现以来,许多国家已经能够在生产中使用它。

冲压气隙技术的优点是:(1)不需要转动转子外圆,可以减少电机的杂散损耗;(2)定子冲片平整度好,有利于定子铁芯自动叠片设备;(3)冲压气隙环后,定子槽口有一定弧度,有利于拉入自动下线。
采用冲压气隙环的工艺,冲压内圆、外圆、气隙环的定位要求非常精确,模具制造工艺要求更高。
高速自动冲床的应用
两台高速自动冲床串联,两套级进模同步级进模冲压。该系列自动冲床生产线可冲压直径300~800 mm的电机冲片。

采用这种技术方案的优点是:(1)可以减小每台冲床的冲压力,从而可以使用标准的自动冲床冲压较大尺寸的冲片;(2)冲压机的冲力配置灵活,冲压工艺的组合也灵活;(3)由于冲头的滑块和模具较小,减小了惯性,有利于提高冲头的冲压次数;(4)可以减小级进模的尺寸,有利于模具的制造、安装和维护;(5)由于定子和转子模具的磨损不同,更换时可以分开处理,减少研磨工作量。
自动打孔机的串行使用使得装卸设备更加复杂,同时也限制了打孔机的独立使用。
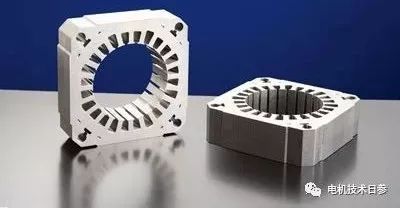
焊接粘接铁芯的发展
小电机定子铁芯叠片后用紧固件固定的老工艺:工序多,人工大;需要手动放置卡扣或焊接。在运输过程中,冲头可能会移动。首次应用于H200发动机底座以下定子铁芯的焊接固定方法,已在H225-250发动机底座上进行了试验。采用自动覆膜焊接设备,直接在压机上进行焊接。生产效率高。国外公司制造的三套铁芯叠片焊接设备,多可生产180套/小时的126 mm铁芯。

以前只有微型电机的铁芯是粘接的,现在国外已经用在发电机和电机铁芯上了。该方法是将磷化后的硅钢片在铸膜机上涂上一层微米厚的溶剂型环氧树脂胶粘材料。叠片铁芯的机械性能稳定,对叠片系数影响不大。
新技术的研究与应用
(,1,)化学腐蚀法生产“冲片”。的化学腐蚀方法是对硅钢片两面进行化学腐蚀,在冲片(预留部分)上涂防腐剂,两面涂的形状要准确吻合。一开始用的是摄影,成本高,效率低。目前,纺织行业正在尝试丝网印刷方法。化学腐蚀法的优点是:1)不需要冲压模具,节约了模具成本,缩短了生产周期;2)无需护理,减少投资,生产安全,无噪音;3)不需要消光处理,因为冲压片上的防腐接触剂可以作为片与片之间的绝缘;4)不需要退火,不产生毛刺和内应力,不影响电磁性能,所以退火后的软硅钢片可以直接使用。
流程大致如下:1)根据零件图放大图;2)拍照,缩小到实际零件尺寸;3)在分步式相机中复制多幅图像,将同一张底片制作成两部分,对齐后铆接在一起;4)镀层处理后送板
入两负片间,感光、显像,洗去未显像部分的涂层;5)腐蚀成形。化学腐蚀法不仅可以制造小型电动机冲片及一些零件,而且已有用腐蚀法生产汽轮发电机冲片的生产线。

(2)粉末冶金铁心。铁粉加入磷、铜、钼(磷铜各0.5%,钼1%),经过压制、烧结等工序制成整体的铁心,取代硅钢片。制成样品的性能:B25=1.4~1.5特,B50=1.46~1.53特;P10/50=4.0~4.5瓦/公斤,P15/50=8.0~8.7瓦/公斤。接近D11硅钢片的性能。

用简单的方法制造粉末铁心,工艺过程产:首先把细粉状的少量有机物混入铁粉中,在600兆牛/米2压力下压成规定形状,然后送入炉内固化。粉末选择得当时,可提高粉末铁心的磁性能,并使之成为具有方向性的铁心。其性能;B10=0.33~0.47特,B50=1.12~1.23特,同体积下的铁损耗相当于1.0毫米厚的D11硅钢片。国外某公司试用在超小型直流电动机转子和单相交流换向器电动机定子上,性能和硅钢片很接近;效率稍低,额定电流增大约5~10%。如果按粉末治金铁心特点重新设,性能还可改善。

(3)压合铁心。国外某公司近采取在冲片上冲出V形凹槽,然后压紧成形的方法制造铁心。这种铁心取消了焊接和加扣片的工序,转子铁心铸铝可不再使用假轴。
以上非官方发布内容,仅代表个人观点。
公司地址 : 上海市嘉定区宝安公路2999弄
公司邮箱 : 19121986111@163.com
公司电话 : 021-6992-5088